|
INSTALL HEATING ELEMENT
Parts: 1/2" sheet metal screws, heating element, ceramic
donuts, Kanthal A-1 wire (Like nichrome but higher temp.)
Tools: needle nose pliers with wire cutter, brass tubing,
screwdriver to match screws (I use Phillips), 1/8" bit,
drill
I bought my element (120 volt, 12 amp), ceramic donuts, and
extra Kanthal wire from Dudley Giberson at Joppa Glassworks. (1-603-456-
3569, best time to call 10am ET.
www.joppaglass.com) He mentioned the donuts when I
called about the element and suggested the method of fastening
described below. The donuts have a hole just the size of the coil
and a groove around the outside for the support wire. [Another method is to buy
quartz tubes either small enough to thread inside the element or large enough to
take the element inside. This is more costly but supports the element from
sagging, looking neater and taking away the risk from a sagging element
2008-05-29]
The element was delivered as a tight coil with the ends as 12" leads
of straight multi-strand twisted Kanthal. The multi-strand reduces
the temperature by increasing area and reducing resistance. The
coil must be stretched to the length needed, trying to pull
evenly (close coils will get hotter than those spaced further
apart.)
Because I expect to mount my annealer at least part of the
time on a wheeled cart that has to go though doorways, I am
putting all my wiring at one 24" wide end rather than on the 30" long
side.. [After using it for a year, I would put the
coils on the lid and the fittings on top. Did this with second coil
when first broke [repairs] and now use both elements much of the time for
warm glass.] After arranging the coil around the inside of
my box and figuring where I wanted support (about every 4"),
I threaded all the donuts I needed onto the coil.
At each point where I wanted a support, I drilled a 1/8"
hole just over 1" down from the top to clear the folded
metal lip. I drilled a second hole 1/2" lower and inserted a
sheet metal screw. At first, I straightened the loop of extra
Kanthal wire and pushed it through the outer hole and the
insulation; several times I had to try again when the wire
wandered to one side or down. I think a better technique would be
to use the thin brass tube sold for hobbyist use, punching
through the insulation with the tube, fitting the wire in the
end, guiding the wire as I did with the leads, below. [See notes
on heat loss below.]
Inside the box, the end of the wire was wrapped in the groove
of the ceramic donut and twisted around itself with needle nose
pliers. Outside the box the wire was cut off the coil about 1 1/2"
from the wall, bent down while being held with the pliers to keep
from twisting the element, and then wrapped around the sheet
metal screw which was then tightened. At corners, the supports
are placed an inch or more from the inside corners so the coil
can curve around the corner.
Alternative 1: Ty Brunson mounts his elements into fiber walls
by using pieces of old coil as a screw-in device, straightening
one end before installation and bending to make a small hook to
hold the element. This would reduce the heat loss to the screws.
Ty points out that his method is safer since the element can't
connect to the box shell. However, if the box is properly wired,
the shell should always be grounded.
Alternative 2: Make hairpin shapes of Kanthal wire and push
them into the wool over the wire. This is a bit more fragile and
may only work for side walls, not for lids as for fusing. [Actually,
it does work for lids, as long as lot of pins are used and the
fiber is well glued as I learned from Internet sources.]
The leads for the coil have to be brought out of the box. My
first choice was a mistake. I decided to use a piece of wood on
the outside as insulator and terminal mount. I screwed the wire
to the wood -- it burned.
I changed to a piece of asbestos cement wall shingle and 1/4"
brass bolts with several nuts. I first used a long thin  screwdriver to
make a hole through the insulation, but I could not get the lead
to follow it back through. I got a brass tube about 1/8" in
diameter from a batch of hobby supplies, used it in place of the
screwdriver, placing the lead in the end of the tube to push
through. I drilled holes carefully in the shingle to match larger
holes in the sheet metal. Outside the box, I carefully bent the
Kanthal lead around the bolts to mount it. The wire is stiff and
breaks with repeated bending. screwdriver to
make a hole through the insulation, but I could not get the lead
to follow it back through. I got a brass tube about 1/8" in
diameter from a batch of hobby supplies, used it in place of the
screwdriver, placing the lead in the end of the tube to push
through. I drilled holes carefully in the shingle to match larger
holes in the sheet metal. Outside the box, I carefully bent the
Kanthal lead around the bolts to mount it. The wire is stiff and
breaks with repeated bending.
[Best: Carve a piece of insulating fire brick to install in a larger hole with
drilled holes for wires. History: Perhaps a better way of getting
the coil through the wall, if it is at hand, is to use insulating
castable, making a cube with holes and grooves to fit in an
appropriate hole in the sheet metal. Soft firebrick could be
carved for the same purpose. I expect to do this on my second
annealer. 2002-01: Did on lid installation - doesn't get hot
enough to set properly and absorbed moisture.] [Used carved
insulating fire brick on glass garage and on
bottle neck melter and it worked much
better. 2008-05-29.]
I prefer a method with no bending at all. This is what split
bolts are for: connecting stiff electrical wire. Made of copper,
sold at electrical suppliers and some hardware stores, they look
like a bolt with the shaft hacksawed lengthwise. The wires are
placed in the slot and the nut tightened. Since the heating wire
gets hot, Drew Ebelhare in Houston uses 2 sets of split bolts:
the first set connect the heating wire to about 6" of very
heavy (8-10-12 gauge) bare copper wire and the second set
connects the bare wire to insulated wiring to the controller. The
bare wire brings the temperature down so the insulation won't
melt on the covered wire. Equipment at Texas Tech's Junction
Center uses a piece of soft fire brick as insulator to bring the
coils through the wall; the brick is mounted in a relatively
large hole in the sheet metal shell of the former freezer.
Please
note that not mentioned in this paragraph is grounding the shell
of the annealer. The connection is not heated, so it can be
ordinary wire, but please make the connection. All metal parts of
the annealer should be connected together and connected to
electrical ground. It may save your life.
The exposed wiring coming out of the annealer must be covered
to protect it from probing fingers. Since the connections are
fairly warm, it is best if ventilation is provided. Aluminum or
galvanized sheet metal can be bent to an open box shape, drilled
for ventilation and wire access and screwed to the side of
annealer. I prefer to use hardware cloth, which looks like
screening with oversized holes and is sold by the foot at (ta,
ta!) hardware stores. The 1/4" grid is stiff enough to hold
shape, gives superb ventilation and is small enough to be safe
for fingers and will ground wires or probes while giving good
visibility to connections.
TESTING
I applied power to the kiln for the first time using a Variac
(variable transformer.) While my Variac is rated 8 amps, when I
started its fuse was 5 amp, so I went to 40 volts which gave 435.F.
Cooled from 466 to 250 in 25 minutes. Element resistance is 10.5
ohm. Soaked the kiln/annealer for well over an hour at 40 volts
and temperature got stable at 590..
After getting 7.5 amp fuses, and still waiting for heavier
thermocouples, I was tempted to put in a piece of glass and run
it up to 70 volts to see what happens without knowing temperature.
Tried the experiment and burned the terminal screws out of the
wood. [See above.] I called Giberson to ask what he used. He said
to use an asbestos plate (if one can be found), with brass 1/4"
bolts. One nut ties the Kanthal to the bolt tightly. Another is
stacked for the copper connection. He suggests mounting the plate
about 1" from the wall of the kiln and covering with a wire
grill for protection. I bought the brass bolts and nuts and found
a piece of asbestos cement shingle to mount them.
During testing the bolts only heat up to 90.F, instead of
previous wood burning temperature. However, the mounting wires/screw heads
for the Kanthal coil get up over two hundred, which is a real
heat drain (and risky to fingers and arms.)
Badly damaged the thermocouple probe testing the heat. It was
870. indicated when I tried to get it out. Pulled the insulation
up along the wires. Seems okay on air temp, but jumps around as
wires touch.
The K type thermocouples arrived from A.R.T. Clay Studio and I
installed one using ordinary copper connection wire. A test is
running now, up to 73.5 volts. I am not sure how far off the
system is with it. Indicated temperature was 1161 with digital
indicated voltage at 76.3 (showing 72 on analog) and resistance
was 10.7 ohms digital. The mini-K connectors arrived from
Grainger and their packaging gives the color code.
On a mini connector, the Alumel (red) wire is connected to the
minus (-) and the Chromel (yellow) to the plus (+) terminal. Do
not solder. Connector takes up to 20 gauge wire.
Considerable overheat at 100 volts on triac testing, up into
1500. range. Outside temperature on box was nearly 200. Plastic
tray under measuring devices sitting on lid started to warp.
|
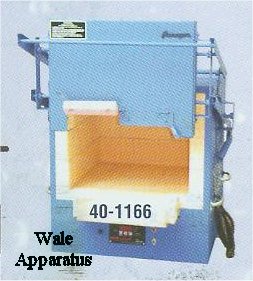 Bead
makers build their beads on a rod mandrel coated with release, normally removing
the bead and cleaning the release after the bead has annealed and cooled.
Therefore, it is common for them to use a special annealer which allows the rods
to stick out under the door. The kiln at right is sold by Wale Apparatus
and represents a high quality insulating fire brick box. The front loading
door is counter sprung and small flap doors let the handles stick out.
There is a front extension (behind the part number) that supports the rods so
they do not tip. A bead maker will also preheat rods and dry the release
by placing rods in, being able to take one out without opening the full door.
2005-12-19
Bead
makers build their beads on a rod mandrel coated with release, normally removing
the bead and cleaning the release after the bead has annealed and cooled.
Therefore, it is common for them to use a special annealer which allows the rods
to stick out under the door. The kiln at right is sold by Wale Apparatus
and represents a high quality insulating fire brick box. The front loading
door is counter sprung and small flap doors let the handles stick out.
There is a front extension (behind the part number) that supports the rods so
they do not tip. A bead maker will also preheat rods and dry the release
by placing rods in, being able to take one out without opening the full door.
2005-12-19
 Following a suggestion from someone at Spruce Pine Batch, I
ordered $8.50 [now $16] K-type probes from A.R.T. Studio Clay Co.
Neither Grainger nor A.R.T. carry K thermocouple wire separately,
so I ordered that for $8.50 for 6' from Seattle Pottery Supply.
The adapter uses (as do as most digital thermometers) a standard
mini-connector, $7 for 2 from Grainger. For a thermocouple to
work most accurately, all the wiring and all the connections
should match the metals in the thermocouple. That is why special
wire and connectors are needed. Wire and connectors are also
available from Omega. [a much better source, 1-800-826-6342]
Following a suggestion from someone at Spruce Pine Batch, I
ordered $8.50 [now $16] K-type probes from A.R.T. Studio Clay Co.
Neither Grainger nor A.R.T. carry K thermocouple wire separately,
so I ordered that for $8.50 for 6' from Seattle Pottery Supply.
The adapter uses (as do as most digital thermometers) a standard
mini-connector, $7 for 2 from Grainger. For a thermocouple to
work most accurately, all the wiring and all the connections
should match the metals in the thermocouple. That is why special
wire and connectors are needed. Wire and connectors are also
available from Omega. [a much better source, 1-800-826-6342]




{kind=link}