|
This page briefly discusses working with flat sheet metal to make equipment.
Working with art metal for shaping forms is discussed at Repousse & Art Sheet Metal.
Forming curved large panels is best explored starting at Wikipedia's
English Wheel article. Commercial sheet metal work is a specialized field with special equipment which makes more or less complicated duct work that must meet at odd angles and makes housings for equipment. |
||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||
|
SHEET METAL - For all practical purposes, what we are talking about is plain and galvanized steel sheet in 24 or 26 gauge. Gauge is a measure of the thickness of the steel although it is now specified as the weight per square foot. Whenever gauge is mentioned, immediately we know that a larger number is a smaller measure, whether shotguns, steel or wire. An easy marker is 16 gauge steel which is just about 1/16" thick, and very hard to work by hand. It is also the thickness of common steel tubing. Sheet metal thinner than 26 gauge is most likely to be found as flashing and be too thin to stand up well. Most sheet metal shops will not have steel thinner than 26 and won't have equipment to work heavier than 16 or 18 gauge. Modern metal gauge is actually based on the weight of the metal per square foot instead of thickness. These are far enough apart so that weighing a moderate sized piece will yield the gauge, or one can keep samples. 20 pound bond copy/typing paper varies from about 0.0038 to 0.0045 in. thick. ref or about 20 gauge although metal is stiffer than paper. 2012-11-19
Extracted from table at
Sheet Metal Gauge Size Chart -
Engineers Edge
|
||||||||||||||||||||||||||||
|
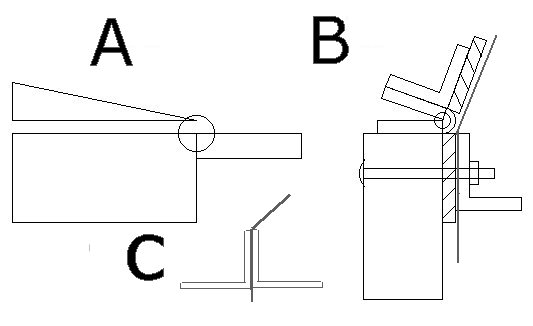
DESIGNING FOR SHEET METAL - The overwhelming factor in sheet metal design is simple: bent metal is strong, flat metal is not. When thinking about a design, to function in sheet metal it must have bent flanges and solid corners or it will be weak and wobbly. A corner has to have a bent flange, it will be stronger if both surfaces are bent. Large surfaces are commonly given diagonal bends of a shallow degree to create an X on the surface to reduce drumhead type flexing and noise, but this is very difficult to do cheaply requiring a large brake at a sheet metal shop.. TOOLS FOR SHEET METAL - BENDING, CUTTING, FASTENING BENDING - Bending sheet metal is done by clamping the metal firmly in place and bending along an edge. In commercial shops, this is done with a brake, which weighs a couple of thousand pounds and has a very thin edge to fold against and the edge is made in sections to provide a gap so a previous fold will fit as the second bend proceeds. (Diagram in A below.) Shops also have a tool that makes matching bent forms to join corners strongly without other connectors. For home/artist use, there are three steps down
from the brake, but I would like to mention that it is perfectly
possible to get a sheet metal shop to cut and bend L and U-channels of
metal, which goes very quickly, from which you can assemble
boxes. For example, if I am building a box 18 by 24, 12"
high, I could ask a shop in writing to sheer from a 4' wide sheet, two pieces
13.5" wide (by 48" long) and to bend a 3/4" flange
along both long edges. This would give a crisp strong bend on the
long sides and I could deal with the short sides as mentioned
below. |
||||||||||||||||||||||||||||
|
Step Down #1 - A SIMPLE BRAKE - What a brake does is grip the sheet metal and apply even pressure all across the bend. If enough bending is done, hinging a couple of angle irons will make the job easier. But there is a problem with hinges. On a commercial brake, the hinge center line is exactly in line with the bend (A above), making life easier, but to do this, a heavy structure keeps the edge straight between the centers at the end.. Carving away at the steel angle could result in a home-built brake with the hinge in line, but that isn't simple any more. The answer is to make the brake out of regular hinges and angle iron and use added strips to bring the bending surface out (B above) In the diagram a bolt holds the lower angle against a 2x4 with a wood spacer the thickness of the hinge barrel between. Above, the moving part is welded to the hinge which is screwed to the top of the 2x4 and a glued on wood spacer brings that surface out also. The sheet metal is inserted vertically and tightened (and clamped), then the hinged angle is pulled forward to bend the metal. Mounting the lower angle as shown permits bending past 90° to allow for spring back. In this design, the metal is sliding past the upper wood, not just being pushed as in the ideal. Step Down #2 - CUT TO FIT WOOD - The easiest way to get a crisp corner without a brake is to sacrifice some wood. That is, cut pieces of 1x2 or 2x4 to the exact inside length of the box and use this block, held in place by C or vise grip clamps (below) to produce good bends, finishing shaping with a rubber hammer. Depending on the width of the flange, a 2x4 can have grooves cut to fit folds. Also, with planning, the long bends can be done first, then the wood cut shorter for the short sides.
CUTTING - Cutting in a sheet metal shop is first done with a shear, that cuts only straight lines but does is very fast. In the home shop, it is more likely that it will be done with tin snips or a nibbler for small cuts. Tin snips come in a variety of forms, including wide heavy blades to enforce a straight cut and twisted narrow blades on aviation snips that permit and even encourage left hand or right hand curves. When hand cutting, it is usually necessary to bend the metal somewhat to clear the pivot bolt and handles, resulting in a need to bend the metal back to flatness.
|




 An example of sheet metal working can be seen at my
An example of sheet metal working can be seen at my