|
A gloryhole is a space for reheating glass to soften it so it can be worked further or to keep it hot enough to avoid cracking during other work like adding handles, feet, etc. It can be the space over the melted glass, but this normally results in the melted glass being too hot or the glory space being too cool. Art glass is commonly held at about 2050F while glory holes are often 2250 or more - "hotter is better". A gloryhole can be cylindrical or square, the former being more common (probably as blown glass tends to be round.) The square ones are built of firebrick in a steel frame. The round ones are built in barrels or in steel sheet commercially bent into a drum larger than available barrels. (It is possible to build smaller, I have one in a can the size of a two pound coffee container.) It is possible to have an electric glory hole as here Electric Glory Hole Specifications http://www.electroglass.com/gloryholespec.html but notice that this is a modest sized glory hole (12" opening), costing $9,995 requiring 90 amps of 240 volt (serious wiring) and the cost estimate per month gives only 43 hours a month at an electric rate (0.07) under half that I pay here in Texas (0.148.) The electric elements are brittle and cost about $600 each to replace if broken. A studio will often have two or more glory holes. Because of the energy it takes to heat a large glory hole, the second is usually smaller, so a studio might have a 20" maximum hole and a 10" maximum. Most glory holes have some way of varying the opening size either by having several doors within doors, (below left and center) or by overlapping doors (below right) or by curved edges - I do the latter. Studios often base their rental charges on which gloryhole will be used. Many studios have a large empty metal shell of a huge gloryhole they dream of building. It is possible to blow glass bigger than the glory hole size, but only if it is spun out to a platter or bowl after the last reheat. Otherwise, the hole must be at least 2" bigger than the largest piece to keep from touching the walls. All glory holes must have a lip at the front which markedly improves the temperature at the front. The door may form the lip or it may be cast in (as it is on mine.) The useful diameter is the inside of the lip although many people will give the full dimensions - so a 24" glory hole, as bragged - may be 21" inside the lip, giving a useful maximum of 18 or 19" to the glass. When a large gloryhole is fully open the heat is incredible and often the hole is cooling rapidly. 2005-02-12
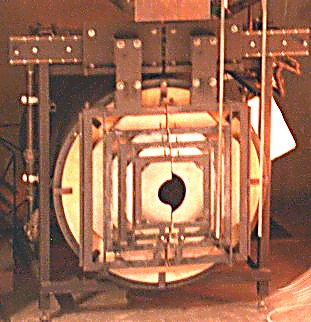
I build my equipment on a 24" frame so that I can array them side by side if I wish. An upper frame 24" deep and the width of the barrel allows attachment of burners, etc., as well as preventing rolling and providing lifting points. The frame rests on a matching base. I considered mounting the door on the upper frame - which would be more convenient if the unit was moved to a trailer or long frame, but make it very difficult to set down. So the door rests on a rail that rests on two prongs that are bolted to the front of the frames. All my frames are built at the bottom so the front to back rails support the weight resting on the ground. The cross rails, front and back are six inches above the ground, allowing a frame to be pushed through, jacked up and rest on heavy wheels for moving.
The door was cast inside a frame made with a curved piece of Formica to create the curve whose radius matched that of the hole (in other words, when the door is fully open, the hole is fully open.) Barely visible in the picture is the handle for the door, which is attached at the left side and is in the heat shadow of the door so it can be opened with the bare hand even after the hole has been on for some time. The handle comes out far enough for the solo worker to adjust the door. (see below for other views) The door frame should have had more protrusions to hold the castable which wobbles in the frame. The crack visible on the edge was repaired with black furnace cement. Since this picture was taken the top tip, broke off and has not yet (01-03-29) been repaired. The door frame will have a curved piece welded to follow the edge before it is cast again. After working my way through one 20 pound tank, which froze up because to too rapid use, then 2 - 20 pound tanks, manifolded, and they froze up when about 1/3 full each, I jumped to 100 pound tank. I get about 4 sessions from each tank, each session runs about 4 hours, since I melt glass cullet in a flat "pot" in the bottom of the glory hole and I also run fairly hot, having dealt with cold glory holes with the small tanks. So 4 sessions, 4 hours each equals 16 hours, about 80 pounds used out of tank about 5 pounds per hour. I am using a blower driven pipe style burner, running moderately rich for the first hour and leaned out later. 12" glory hole with 2" of insulating castable over 1" fiber board, about 21" deep with 2" insulating castable over 6" vermiculite in the base to shorten without cutting down the barrel. A heat lip is cast into the insulating and I keep the door mostly closed most of the time.
It was put here mostly to show the door mechanism, which is very similar to the gloryhole door, but with an added angle adjustment for the door. The rollers on the bottom are cast pulleys with a oilite bronze bushing pushed in. The pulleys have a 5/8" diameter hole and the bushings reduce that to 1/2". The mounts are 1/2" bolts long enough to have smooth shaft above the threads, mounted with two nuts in the angle iron. The wheels roll on the edge of a piece of angle iron that can be moved in and out on short rails bolted to the front of the frame of the furnace or gloryhole. The position is such that the door stays back against the catch rail when open and lays lightly against the door opening when shut. Again there is a bent metal handle in the heat shadow of the door that comes out far enough for a solo user to reach it. [By the way, the door shown here was cast in a disposable aluminum pie pan with the mounting bolts thrust through the pan. Not a good idea because the castable is not strong enough to stand by itself, it should have a steel band around it.]
|
||
|
|



 This is a
This is a