{kind=link}
regular intervals. The canes adhere to the molten glass, and the mass is first twisted and then drawn out into fine cane which contains white threads arranged in endless spirals. The process can be almost indefinitely repeated and canes formed of extreme complexity. A vase decorated with these simple or complex canes is produced by embedding short lengths of the cane on the surface of a mass of molten glass and blowing and fashioning the mass into the required shape.
Table-ware and. vases may be wholly coloured or merely decorated with colour. Touches of colour may be added to vessels in course of manufacture by means of seals of molten glass, applied like sealing-wax or by causing vessels to wrap themselves round with threads' or coils of coloured glass. By the application of a pointed iron hook, while the glass. is still ductile, the parallel coils can. be distorted into bends, loops and zigzags. The surface of vessels may be spangled with gold or platinum by rolling the hot glass on metallic leaf, or iridescent by the deposition of metallic tin, or by the corrosion caused by the chemical action of: acid fumes. Gilding and enamel decoration are applied to vessels when cold, and fixed by heat.
Cutting and engraving are mechanical processes for producing decorative effects by abrading the surface of the glass when cold. The abrasion is effected by pressing the glass against the edge of wheels, or disks, of hard material revolving on horizontal spindles. The spindles of cutting wheels are driven by steam or electric power. The wheels for making deep cuts are made of iron and are fed with sand and water. The wheels range in diameter from 18 in. to 3 in. Wheels of carborundum an also used. Wheels of fine sandstone fed with water are used for making slighter cuts and for smoothing the tough surface left by the iron wheels.. Polishing is effected. by wooden wheels fed with wet pumice-powder and rottenstone: and by brushes fed with moistened putty-powder. Patterns are produced by combining straight and curved cuts. Cutting brings out the brilliancy of glass, which is one of its intrinsic qualities. At the end of the 18th century English cut glass was unrivalled for design and beauty. Gradually, however, the process was applied without restraint and the products lost all artistic quality. At the present time cut glass is steadily regaining favour.
Engraving is a process of drawing on glass by means of small copper wheels. The wheels range from 1/2 in. to 2 in. in diameter, and are fed with a mixture of fine emery and oil. The spindles to which the wheels are attached revolve in a lathe worked by a foot treadle. The true use of engraving is to add interest to vessels by means of coats of arms, crests, monograms, inscriptions and graceful outlines. The improper use of engraving is to hide defective material. There are two other processes of marking patterns on glass, but they possess no artistic value. In the "sandblast" process the surface of the glass is exposed to a stream of sharp sand driven by compressed air. The parts of the surface which are not to be blasted are covered by adhesive paper. In the "etching" process the surface of the glass is etched by the chemical action of hydrofluoric acid, the parts which are not to be attacked being covered with a resinous paint. The glass is first dipped in this protective liquid and when the paint has set the pattern is scratched through it with a sharp point. The glass is then exposed to the acid.
Glass stoppers are fitted to bottles by grinding. The mouth of the bottle is ground by a revolving iron cone, or mandrel, fed with sand and water and driven by steam. The head of the stopper is fastened in a chuck and the peg is ground to the size of the mouth of the bottle by means of sand and water pressed against the glass by bent strips of thin sheet iron. The mouth of the bottle is then pressed by hand on the peg of the stopper and the mouth and peg are ground together with a medium of very fine emery and water until an air-tight joint is secured.
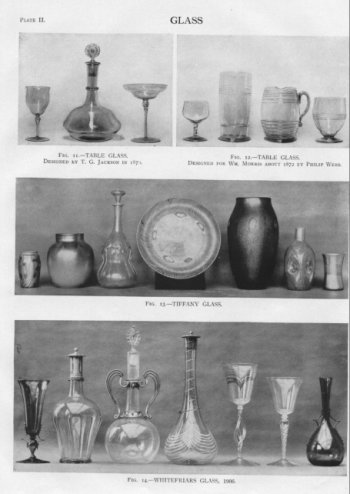
The revival in recent years of the craft of glass-blowing in England must be attributed to William Morris and T.G. Jackson, R.A. (Pl. II. figs. 11 and 12). They, at any rate, seem to have been the first to grasp the idea that a wine-glass is not merely a bowl, a stem and a foot, but that whilst retaining simplicity of form, it may nevertheless possess decorative effect. They, moreover, suggested the introduction for the manufacture of table-glass of a material similar in texture to that used by the Venetians, both colourless and tinted.
The colours previously available for English table-glass were ruby, canary-yellow, emerald-green, dark peacock-green, light peacock-blue, dark purple-blue and a dark purple. About 1870 the "Jackson" table-glass was made in a light, dull green glass. The dull green was followed successively by amber, white opal, blue opal, straw opal, sea-green, horn colour and various pale tints of soda-lime glass, ranging from yellow to blue. Experiments were. also tried with a violet-coloured glass, a violet opal, a transparent black and with glasses shading from red to blue, red to amber and blue to green.
In the Paris Exhibition of 1900 surface decoration was the prominent feature of all the exhibits of table-glass. The carved or "cameo" glass, introduced by Thomas Webb of Stourbridge in 1878, had been copied with varying success by glass-makers of all nations. In many specimens there were three or more layers of differently coloured glass, and curious effects of blended colour were obtained by cutting, through, or partly through, the different layers. The surface of the glass had usually been treated with hydrofluoric acid so as to have a satin-like gloss. Some vases of this character, shown by Emile Gallè and Daum Frères of Nancy, possessed considerable beauty. The "Favrile" glass of Louis C. Tiffany of New York (Pl. II. fig. 13) owes its effect entirely to surface colour and lustre. The happiest specimens of this glass almost rival the wings of butterflies in the brilliancy of their iridescent colours. The vases of Karl Koepping of Berlin are so fantastic and so fragile that they appear to be creations of the lamp rather than of the furnace. An illustration also given of some of Powell's "White Friars" glass, shown at he St Louis Exhibition, 1904 (Pl. II, fig. 14). The specimens of pate de verre exhibited by A. L. Dammouse, of Sèvres, in the Musée des Arts décoratifs in Paris, and at the London Franco-British Exhibition in 1908, deserve attention. They have a semi-Qpaque body with an egg-shell surface and are delicately tinted with colour. The shapes are exceedingly simple but some of the pieces possess great beauty. The material and technique suggest. a close relationship to porcelain.
(B) Tube.-The process of making tube has already been described. Although the bore of the thermometer-tube is exceedingly small, it is made in the same way as ordinary tube. The white line of enamel, which is seen in some thermometers behind the bore, is introduced before the mass of glass is pulled out. A flattened cake of viscous glass enamel is welded in to one side of the mass of glass after it has been hollowed by blowing. The mass, with the enamel attached, is dipped into the crucible and covered with a layer of transparent glass; the whole-mass is then pulled out into tube. If the section of the finished tube is to be a triangle, with the enamel and bore at the base, the molten mass is pressed into a V-shaped mould before it is pulled out.
In modern thermometry instruments of extreme accuracy are required, and researches have been made, especially in Germany and France, to ascertain the causes of variability s mercurial thermometers, and how such variability is to be removed or reduced.. In all mercurial thermometers there a slight depression of the ice-point after exposure to high temperatures; it is also not uncommon to find that the readings of two thermometers, between the ice- and boiling-points fail to agree at an intermediate temperature, although the ice and boiling-points of both have been determined together with perfect accuracy, and the intervening spaces have been equally divided. It has been proved that these variations depend to a great extent on the chemical nature of the glass of which the thermometer is made. Special glasses have therefore been produced by Tonnelot' in France: and at the Jena glassworks in Germany. expressly for the manufacture of thermometers r accurate physical measurements; the analyses of these are shown in Table III.
| Si02 | Na2O. | K20 | CaO | A12O3. | MgO | B2O3 | ZnO | Depression of Ice-point. |
|
| Tonnelots " Verre dur | 70.96 |
12.02 |
0.56 |
14.40 |
1.44 |
0.40 |
0.07 |
||
| Jena glass- XVI.-III | 67.5 |
14.0 |
7.0 |
2.5 |
2.0 |
7.0 |
0.05 |
||
59-III |
72.0 |
11.0 |
5.0 |
5.0 |
12.0 |
0 02 |